Why Are Textile Industry Machines Essential for Global Sourcing?
In today's global marketplace, the significance of textile industry machines cannot be overstated. These machines are the backbone of production for countless brands worldwide. They enhance efficiency and support complex designs, making them indispensable in the textile sector. The role of technology in textile manufacturing is profound.
However, relying heavily on textile industry machines presents challenges. For instance, high initial investment costs can deter smaller businesses. Additionally, as machines evolve, training staff becomes crucial yet often overlooked. This gap in skills can hinder productivity.
Despite these drawbacks, the impact of textile industry machines on sourcing and production remains vital. They streamline processes and ensure quality. As brands seek to meet consumer demand, adapting to these machines is essential for success in a competitive environment.
The Role of Textile Industry Machines in Streamlining Production Processes
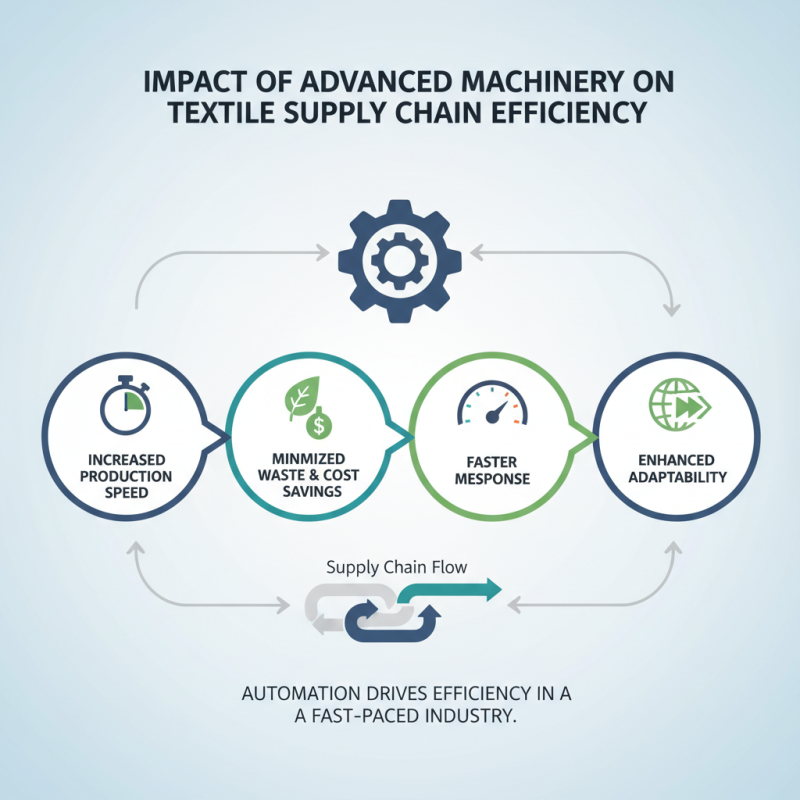
The textile industry relies heavily on advanced machinery to enhance production processes. Machines such as automated looms and dyeing equipment can reduce labor time by up to 50%. This efficiency leads to faster turnaround times, crucial for meeting global demands.
Recent studies indicate that nearly 70% of textile manufacturers prioritize machinery upgrades. These upgrades streamline workflows and minimize waste. In response to increasing competition, businesses are adopting technologies like digital printing. This significantly reduces fabric waste, aligning with sustainable practices.
Despite these advancements, challenges persist. Many factories struggle with machine maintenance, leading to unexpected downtimes. Data shows that unplanned maintenance can cost manufacturers up to 10% of their annual revenue. Adopting a proactive maintenance approach can mitigate these issues, improving overall productivity and reliability.
Why Are Textile Industry Machines Essential for Global Sourcing? - The Role of Textile Industry Machines in Streamlining Production Processes
| Machine Type |
Function |
Efficiency (Units/Hour) |
Cost (USD) |
Sourcing Location |
| Weaving Machine |
Fabric creation |
200 |
15,000 |
China |
| Knitting Machine |
Knit fabric production |
250 |
20,000 |
Taiwan |
| Dyeing Machine |
Coloring fabrics |
150 |
30,000 |
India |
| Cutting Machine |
Fabric cutting |
180 |
10,000 |
Vietnam |
| Sewing Machine |
Garment assembly |
300 |
5,000 |
Bangladesh |
Key Technologies in Textile Manufacturing for Competitive Global Sourcing
The textile industry heavily relies on advanced machinery to optimize production processes. Innovative technologies such as digital printing and automated cutting have transformed manufacturing. As per the World Textile Industry Report 2022, these advancements can improve efficiency by up to 30%. Automation not only reduces manual errors but also speeds up production times significantly.
Sourcing materials globally requires precise and efficient machinery. High-speed knitting machines, for instance, can meet varying demand levels without sacrificing quality. Data from the International Textile Manufacturers Federation estimates that incorporating these machines can lower production costs by approximately 25%. However, there are challenges to consider, such as the need for skilled operators and the initial investment in technology.
The integration of smart textiles is another key technology shaping the landscape. The global smart textiles market is projected to reach $6.5 billion by 2026. Yet, many manufacturers still struggle with the transition to technology-driven solutions. Such hurdles reflect the industry’s ongoing need for adaptation and improvement in its sourcing strategies. Amid rapid development, the textile industry must also reflect on sustainability practices in alignment with technological advancements.
Key Technologies in Textile Manufacturing for Competitive Global Sourcing
Economic Benefits of Automation in the Textile Industry: A Data Analysis
The textile industry is evolving rapidly. Automation plays a key role in this transformation. It increases production efficiency and reduces labor costs. Machines are now capable of performing tasks that once required human hands. This shift drives significant economic benefits.
A recent data analysis shows that automated textile machines can produce fabric faster and with greater precision. These machines minimize waste and enhance quality control. They also allow manufacturers to respond quickly to market demands. However, this transition presents challenges. Some workers may face job displacement as machines take over roles. There is a need for retraining programs to help workers adapt.
Additionally, not all companies can afford the latest machinery. This creates a gap between large manufacturers and smaller ones. Smaller companies may struggle to compete without access to advanced technology. While automation can drive profitability, it’s crucial to consider these social impacts. Balancing innovation with workforce welfare is essential for sustainable growth.
Sustainability and Innovation: Future Trends in Textile Manufacturing Machines
The textile industry is evolving rapidly, driven by the need for sustainability and innovation. Advanced machines are at the heart of this transformation. They enhance production efficiency while minimizing waste. These machines are designed to use eco-friendly materials, reduce energy consumption, and limit harmful emissions.
Innovative textile manufacturing technologies are paving the way for smart factories. Automation and data analytics can optimize processes. However, these advancements demand a skilled workforce to manage and maintain these systems. This highlights a gap that must be addressed to meet future needs.
While progress is evident, challenges remain. Not all manufacturers can afford the latest equipment. Smaller companies may struggle to keep pace with larger competitors. Additionally, the integration of new technologies must prioritize sustainability without compromising quality. Embracing innovation is essential, but care is needed to prevent negative impacts on the environment and society.